La Kongo
La Kongo

L'aventure débute en 2010, lors d'un voyage dans mon pays d'adoption en Afrique.
La forêt équatoriale est majestueuse et ses arbres imposent le respect.
A l'occasion d'une escapade dans un petit village, j'ai eu la chance d'acquérir une planche de Wengé de 40x50x5cm.
De retour en France, après plusieurs années de séchage, cette planche a trouvé une seconde vie en 2014 en résonnant au rythme des six cordes de la guitare qu'elle est devenue.
Il est assez inhabituel d’utiliser ce bois dur de forte densité (plus d’une tonne au mètre cube, le double de l’acajou) pour un corps de guitare électrique – pour une basse c’est plus courant – mais la tentation était forte et il est certains que je m'attacherai à cette guitare.
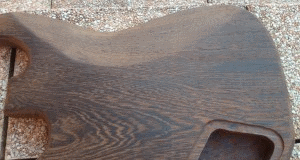
C’est un bois sans noeuds et vibrant, assez proche dans ses caractéristiques sonores de l’érable.
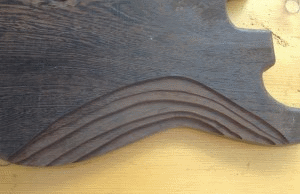
Une forme de stratocaster et la beauté du bois, ne peut qu’imposer une finition naturelle huilée.
Quant aux micros, je choisis un set assez identique à celui d"Old Black" de Neil Young :
- Un P90 au manche : Je choisis un micro Lindy FRALIN P90 Soapbar Stock avec un son vintage
- Un Gibson Firebird au chevalet
En 2025, je décide de modifier cette guitare pour l'alléger, personnaliser le manche et améliorer le circuit électronique.
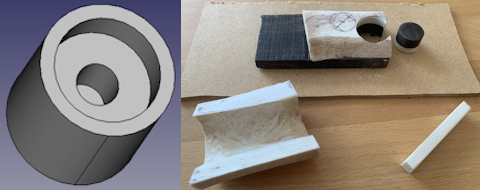
Découpe du corps
 La coupe du corps selon la méthode classique du gabarit, de la scie sauteuse pour dégrossir, puis de la défonceuse
avec la fraise à copier.
La coupe du corps selon la méthode classique du gabarit, de la scie sauteuse pour dégrossir, puis de la défonceuse
avec la fraise à copier.Compte tenu du poids de la planche, il est essentiel de réduire le volume global pour éviter que le poids ne devienne un handicap.
A l'instar de ce qu'a fait Dough Irwin sur la Tiger de Jerry Garcia, j'ai décidé d'intégrer un préamplificateur-booster dans une cavité située derrière le cordier. La cavité destinée à recevoir les branchements électriques sera également suffisamment grande pour que le poids du corps nu soit réduit à 2,5 kg.

Après l’usinage du corps, une opération plus délicate est l’usinage de la poche du manche. Délicate à cause de la précision nécessaire. Il faut éviter que la découpe soit trop large, il faut veiller à ce que le manche soit dans l’axe.
La règle d’or : NE PAS SE PRECIPITER.
Toujours la même méthode en ce qui me concerne :
- d’abord faire un gabarit d’usinage
- vérifier si le manche se place sans jeu et sans défaut d’angle
- bien fixer avec des serres joints la gabarit sur le corps
- positionner le manche pour revérifier son angle par rapport au corps
- usiner par pas de 5 à 10mm
- dernier usinage de finition de 1 ou 2mm selon besoin.
Logement des micros et compartiment électrique

Pour les logements de micros, c’est une opération moins délicate car le cache micro peut corriger quelques millimètres de décalage. Le logement du micro manche est fait en premier, car la position du manche est maintenant connue.
Le logement du micro chevalet sera fait après le placement du chevalet.

L'usinage du compartiment électrique se fait en deux temps car le couvercle doit être noyé dans le corps. Deux gabaris d'usinage sont donc nécessaires.
La Kongo aura deux prises jack, il faut donc légèrement couper le pan arrière-bas.
Galbe du corps
La première étape consiste à arrondir les bords avec une fraise adaptée.
Dans un deuxième temps il s’agit de galber le corps avec un ponçage oblique sur l’avant au dessus du chevalet. Une ponceuse à lamelle est parfaitement adaptée à ce travail.
 Le galbe arrière est réalisé en 2 étapes :
Le galbe arrière est réalisé en 2 étapes :
- usinage en escalier
- ponçage au disque à lamelles

Préparation de la touche
Les encoches pour les frettes sont réalisées à l'aide d'une fraiseuse à commande numérique et d'un gabarit de frettage calibré à un diapason de 25,5 pouces, soit 647,7 mm (norme Fender), avec une profondeur de 2 mm et une fraise de 0,6 mm.

- Oblong en nacre vert pour les repères standards
- Le repère 12 représente le signe Dogon Kanaga qui symbolise le lien entre le ciel et la terre.
Usinage du manche

Les dimensions de la poutre finale avant façonnage (L x l x h) sont 950 x 80 x 32.
La largeur de la poutre est conçue pour accueillir la forme de la tête.
Pour la tête, il faudra rapporter un morceau de la poutre, incliné de 13°.

Il s'agit ensuite de réduire l'épaisseur de la poutre :
- 16mm à la première frette
- 18mm à la douzième
- L'épaisseur du talon sera de 21mm
- L'épaisseur de la tête sera de 12mm (sachant qu'une plaquette de 2mm sera rajoutée sur le dessus).

Vient ensuite l'usinage du canal du trossrod.
Le trussrod de 440mm est collé dans le fond du canal avec de la colle de montage (sans silicone).
La touche quant à elle, est collée avec de la colle titebond Génuine Hide Glue.
Après une journée de séchage, l'excédent d'ébène en retiré à l'aide d'une fraise à copier.
Profilage du manche
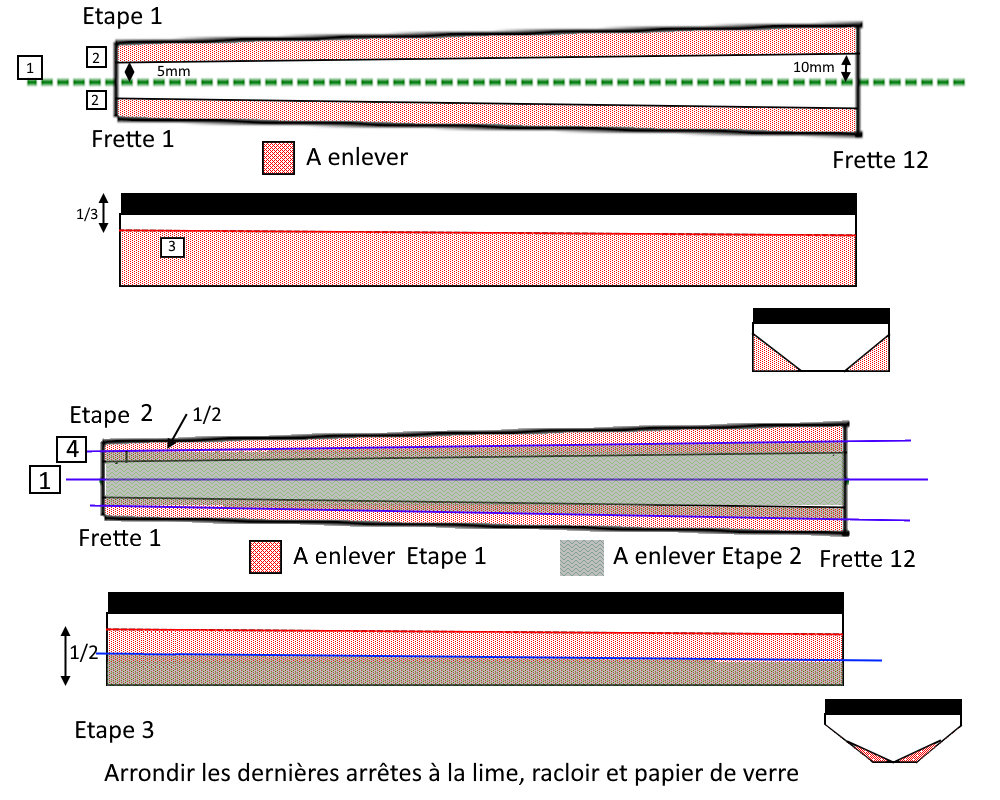
Sur le dos du manche on inscrit les lignes 1 à 3 qui permettront de délimiter les zones à retirer.
Dans un deuxième temps, on trace les lignes 4, et coupe les angles entre les lignes 4 et la ligne 1.
Pour finir, on utilise le racloir, puis le papier de verre pour obtenir le rendu final.

Frettage

Pour la frette 0, un format jumbo (3 mm x 1,5 mm) est utilisé.
Les étapes de l'opération sont les suivantes :
- Vérifier que la rainure est suffisamment profonde. Le ponçage du radius peut réduire la profondeur sur les bords de la touche.
- Limer légèrement en V la rainure pour faciliter l'insertion de la frette.
- Insérer les frettes (à l'exception de la frette 0) à l'aide d'un petit maillet et couper les excédents de longueur.
- Limer les extrémités des frettes en utilisant une lime à frette à 90° puis à 45°.
- Vérifier que le manche est bien droit. Si nécessaire agir sur le trussrod
- Niveler les frettes avec une règle à planifier après avoir marqué le sommet des frettes avec un feutre. Contrôler avec un fret rocker.
- Arrondir le sommet des frettes avec une lime à frette.
- Arrondir les bords des frettes avec une petite lime à arrondir.
- Poncer les frettes avec du papier de verre grain 1000.
- Enfin, insérer la frette 0. Et arrondir ses bords.
Le sillet est lui-aussi obtenu par l'usinage d'un os de bovin.
- Mouiller le corps pour faire sortir les fibres
- Poncer avec un grain de 400
- Répéter cette opération 2 fois.
- Appliquer de l'huile dure Surgand NF en cinq couches.
- Entre chaque couche séparée de 24h au moins, poncer les surfaces avec de la laine d'acier 000 trempée préalablement dans de l'eau savonneuse. Essuyer à chaque fois le corps avec un chiffon propre, légèrement humidifé, dans le but de retirer l'excédent de savon et les résidus d'huile.
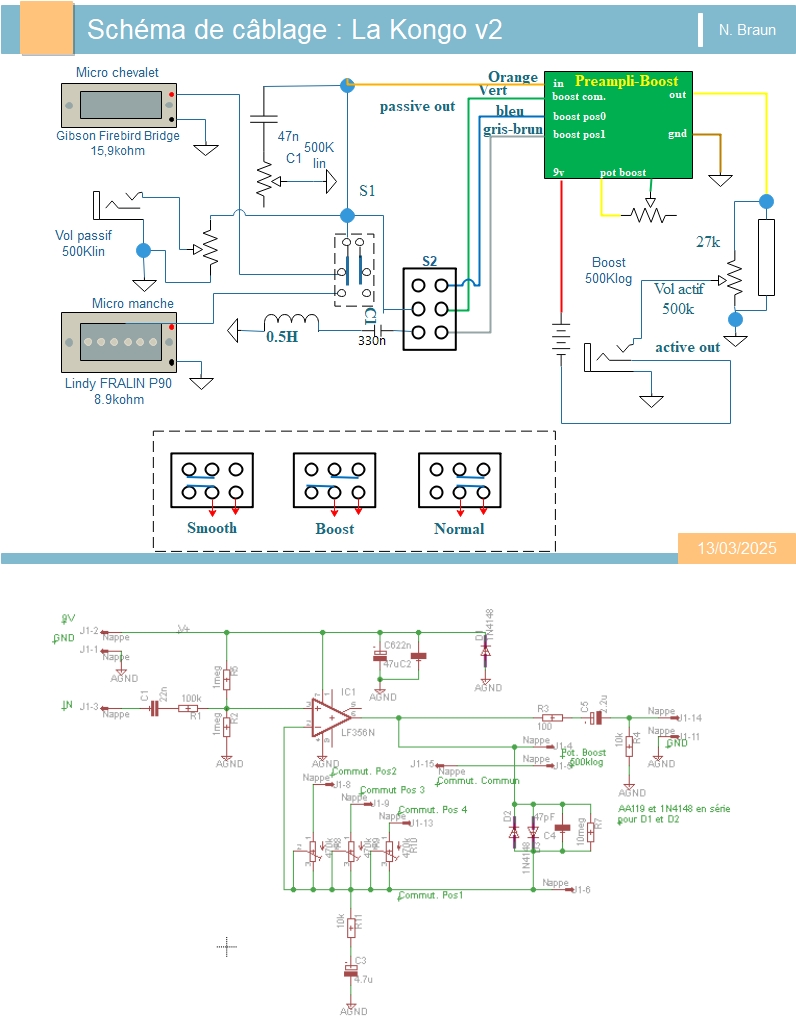
La première, de couleur noire, sera passive et restituera le signal issu de l'électronique passive.
La deuxième, de couleur rouge, sera active et permettra une sortie amplifiée.
Les éléments de contrôles sont :
- Volume : permet de régler le volume des deux sorties.
- Tonalité : potentiomètre de tonalité pour les deux sorties.
- Boost : permet de régler l'intensité de la distorsion pour la sortie active.
- Sélecteur 3 position permettant de sélectionner les micros (manche, manche+chevalet, chevalet).
- Sélecteur de tonalité : permet d'obtenir
- un son filtré par un filtre LC et permettant d'obtenir un son proche d'une guitare acoustique
- un son classique de guitare électrique amplifiée ou non selon le potentiomètre de Boost