 Fabrication de la SR
Fabrication de la SR

 Cette guitare reprend certains standards de la Fender Stratocaster mais également certains
éléments des guitares de la série RevSound d'Aria Pro. Le meilleur des deux mondes, c'est pour
cela qu'elle portera le nom SR comme Stratocaster Revisited.
Cette guitare reprend certains standards de la Fender Stratocaster mais également certains
éléments des guitares de la série RevSound d'Aria Pro. Le meilleur des deux mondes, c'est pour
cela qu'elle portera le nom SR comme Stratocaster Revisited.Ses caractéristiques :
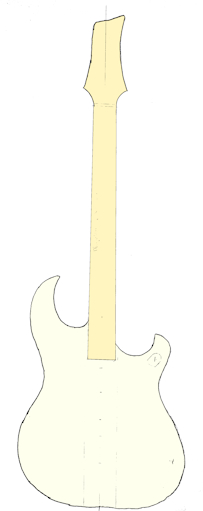
- Forme du corps de la RS850
- Epaisseur du corps : 43mm
- Corps en acajou (37mm) et table en érable ondé (6mm)
- Diapason 25,5" (648mm) et 24 cases
- Frette 0
- Chevalet de type stratocaster avec passage des cordes à travers le corps
- Manche traversant 7 couches : Erable, noyer et palissandre
- Micros manche et micro chevalet : Fender noiseless
- Micro central de type Alembic avec micro esclave
- Carte électronique intégrant le filtre passe bas actif avec correction du facteur Q (Alembic)et un préamplicateur boost +15dB pour les 3 micros
- Table en éable ondé teinte sunburst rouge et orange
Le choix du cordier-chevalet s'explique par le souhait de garder un maximum de transmission des vibrations dans le corps ce qui ne serait pas possible avec un vibrato.
Calculs dimensionnels
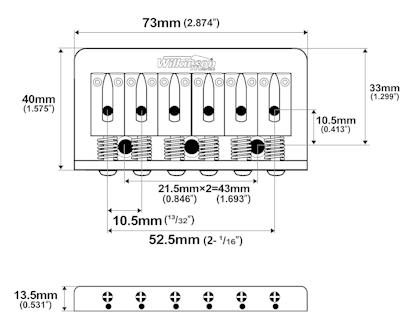
- La distance entre la table et la corde est de 9-13,5mm (dimensions du vibrato)
- Sur-élévation de la touche (distance entre la table et le bas de la touche) : 0mm :
- Epaisseur de la frette 0: 1,5mm
- Epaisseur de la touche : 6mm
- Distance frette-corde à la 12° case : 2mm - Soit 4mm au chevalet
- Soit un total de 11,5mm.
Il est donc inutile de sur-élever la touche
Comme la poutre ne doit pas être visible sur le coté table et que cette dernière aura une épaisseur de 5mm, il faudra réduire l'épaisseur de la poutre de 5mm dans la partie insérée dans le corps.
Réalisation de la poutre centrale

Le manche est réalisé avec 5 tasseaux de 1m de longueur chacun, et environ 47mm de hauteur.
Deux couches de placage en palissandre permettent d'obtenir un fin liseré sombre.
Les tasseaux sont collés selon cet ordre :
- Erable : 15mm
- Palissandre : 0,5mm
- Erable : 8mm
- Noyer : 11,5mm
- Erable : 8mm
- Palissandre : 0,5m
- Erable : 15mm
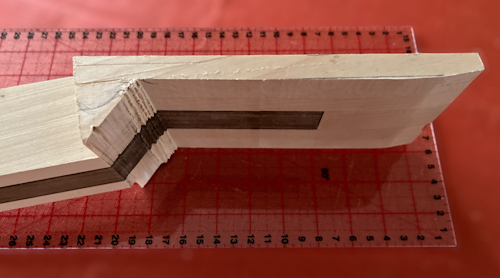
Pour apporter une touche plus personnelle, les tasseaux centraux d'érables sont racourcis et prolongés avec du noyer, ce qui permet d'obtenir un motif décoratif dans la partie supérieure du manche.
En bout de poutre, deux morceaux d'érables de 16cm de long sont collés afin de disposer d'une largeurs suffisante pour la tête.
L'ensemble est collé avec de la colle Titebond et mis sous pression avec des serre-joints.
Après une journée de séchage, les 4 faces sont à nouveau rectifiées.
La dimension finale de la poutre est alors (Long x larg x profondeur) : 1000 x 59 x 43,5mm.
Préparation de la table

La table épaisse initialement de 8mm est composée de deux flancs qu'il faut coller sur la tranche(bookmatch).
Il faut dans un premier temps identifier les deux parties visibles et les deux bords en contact, afin que les veines du bois forment un beau dessin sur la table.
Il faut ensuite dresser ces deux bords pour assurer un contact parfait au niveau du joint. Ne disposant pas de rabot adapté, j’effectue cette opération à l’affleureuse, guidée par une règle parfaitement droite.
Appliquer ensuite la colle titebond sur les deux tranches. Pour la mise sous pression, j’utilise trois planches d’au moins 6 cm d’épaisseur placées sous les deux flancs. À l’aide de trois élastiques (on peut également employer de la cordelette), je presse les deux parties de la table l’une contre l’autre.
Afin d’exercer aussi une pression verticale et d’éviter que la table ne soit bombée après collage, je place au niveau du joint des tasseaux maintenus en place par des cales en coin.
Après une demi-journée de séchage, on coupe grossièrement la planche pour qu'elle se rapproche de la forme finale qu'elle devra avoir.
Il reste ensuite à la mettre à la bonne épaisseur (6mm) grâce à la ponceuse planifieuse.
Opérations avant assemblage du corps
Il est donc préférable de réaliser un maximum d'opérations avant ce collage.
Parmi ces opérations préalables figurent :
- l’usinage des cornes des deux flancs à l’aide de la scie à chantourner, suivi d’un ajustement à la ponceuse oscillante ;
- la coupe de la tête afin de disposer d'une inclinaison de 11 degrés avec la scie japonaise et l'érafleuse ou le rabot;
- la mise à épaisseur de la tête, réalisée avec la fraiseuse, la ponceuse lapidaire et la ponceuse excentrique. L'épaisseur sera égale à 12mm ce qui, avec la plaque de tête de 2 à 3mm donnera une épaisseur suffisante mais pas trop importante pour les mécaniques.
Collage des flancs

Il faut s'assurer que les flancs seront correctement placés autour du manche, que le diapason est respecté, et que tous les éléments (chevalet, cordier, couvercle décoratif) trouvent leur place.
Pour garantir un positionnement précis et éviter tout glissement des flancs lors du collage, quatre tourillons sont insérés afin de stabiliser l’assemblage entre le manche et les flancs.
Les flancs sont ensuite collés à l'aide de la titebond. Cette opération peut être réalisée en une fois en collant les deux flancs, ou en deux étapes en collant chaque flanc à tour de rôle et en respectant le temps de séchage de la colle. Il est préférable d'utiliser des serres joints à visser, d'en utiliser au moins quatre, et de laisser la colle sécher pendant au moins 12 heures.
Découpe du corps

Comme la poutre dépasse de 2 mm l’épaisseur du corps, il est nécessaire d’enlever ces 2 mm en surface à l'aide de la défonceuse et de racloirs, pour obtenir une table parfaitement plane.
Le corps en acajou étant recouvert de la table en érable sur la partie supérieure, on peut directement usiner les logements recevant :
- l'électronique de commande,
- le support de pile (LxlxP : 65x40x33mm),
- le micro esclave (LxlxP : 70x20x15) qui sera inséré dans le prolongement du logement de piles,
- le canal reliant le support de piles et le logement électrique (lxP : 18x10mm)
- le canal reliant les trois micros et le logement électrique (lxP : 18x10mm).
Usinage de la touche
 Les caractériques de la touche de la SR sont les suivantes :
Les caractériques de la touche de la SR sont les suivantes :
- Diapason de 25,5" (648mm) : Standard Fender
- 24 frettes (Aria Pro 2)
- Touche en ébène (Aria Pro 2)
- Largeur du manche au sillet : 42.5mm
- Largeur du manche en frette 24 : 56mm
- Sillet en os
- Frette 0
- Liaison du manche avec le corps à la 17°case (Fender)

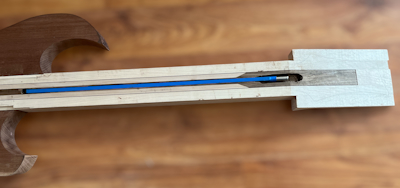
Elle est ensuite collée avec de l'adhésif double face sur la règle à fretter crantée au diapason de 25,5 pouces.
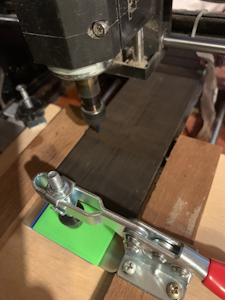
Cette règle est ensuite placée dans un support équipé d'un clou d'indexage, lequel est fixé à la table de la fraiseuse à commande numérique (CNC).
Chaque rainure est créée en effectuant quatre passes successives, chacune de 0,625mm de profondeur, avec une fraise de 0,6 mm de diamètre.
Au final, chaque rainure aura une profondeur totale de 2,5mm.
L'usinage de la touche à la forme et à la taille finale est fait avec un gabarit, l'affleureuse, et la fraise à copier.
Les repères de touche seront ronds d'un diamètre de 6mm et en abalone.
Le repère en case 12 représente un ligne de crête de montagne en bleu et un soleil en beige Les logements de ces repères sont réalisés avec la fraiseuse à commande numérique. Ils seront plus large de 0,5mm pour faciliter l'insertion des repères.
La découpe du repère 12 est réalisée avec la fraiseuse à CN.
Usinage du canal du trussrod
La gabarit utilisé pour creuser le canal du trussrod nécessité l'outil de centrage de la défonceuse ainsi qu'une fraise de 6mm, ce qui correspond à la largeur du trussrod. Le canal aura une profondeur de 9,5mm et sera placé de telle sorte que la vis de réglage se trouve au milieu du sillet.
la longueur du trussrod est de 440mm ce qui correspond au standard Fender.
Façonnage du manche : mise à l'épaisseur

Pour créer une épaisseur progressive, on peut soit placer une cale de 2mm sous la zone de la première case, soit utiliser deux cales présentant un écart d’épaisseur de 2mm, positionnées sous les cases 1 et 12 (cale1 et cale12).
Le manche est ensuite fixé sur une surface parfaitement plane.
La fraise est réglée de manière à obtenir une distance de 18 mm plus l’épaisseur de la cale12 entre cette surface et le bas de la fraise. L’usinage est réalisé de façon à conserver une distance constante de 18 mm entre le bas de la fraise et le plan d’usinage.
Il est important de laisser assez de matière pour pouvoir réaliser la volute entre la tête et le manche.
Collage de la table

Pour cela, on réduit la largeur de la zone d’emboîtement table–manche de 2 × 2 mm, ce qui permettra à la touche de recouvrir entièrement cette jointure par la suite.
Appliquez une fine pellicule de colle Titebond sur le dessous de la table et sur le corps, puis pressez l’ensemble à l’aide d’un maximum de serre-joints (de préférence à vis).
Après une journée de séchage, éliminez l’excédent de bois de la table à l’aide d’une affleureuse équipée d’une fraise à copier.
Usinages avant teinture

- les logements des micros,
- les trous de passage des composants de commande (switch, potentiomètre, commutateur),
- les trous de fixation du chevalet-cordier,
- le trou de passage pour le fil qui assure la mise à la masse du chevalet.
Un gabarit d’usinage, réalisé avec une imprimante 3D, est ensuite mis en place à l’aide d’adhésif double face.
Avant de déposer le chevalet, on peut en profiter pour percer les six trous de passage des cordes (chevalet à cordes traversantes).
Une fois le chevalet retiré, on réalise les défonces des trois logements de micros sur une profondeur de 22 mm.
Pour limiter la sensibilité au rayonnement, on peut, à ce stade, peindre l'interieur des logements avec une peinture au graphite de type Nitorlack Conductive Shielding Paint. 3 couches sont nécessaires pour garantir son efficacité.
Réalisation de la plaque de tête

Sa découpe grossière est effectuée à l’aide d’une fraiseuse à commande numérique (CN).
Le logo, en ébène, ainsi que son logement dans l'érable sont également usinés avec la fraiseuse CN.
Pour combler les espaces entre la matrice et l’inlay, on peut utiliser un mélange de poudre d’ébène et de colle cyanoacrylate.
Grâce à la planifieuse l'épaisseur est ramenée à 2,5mm.
La plaquette sera teintée avant collage, selon le même principe que la teinture de la table.
Lorsque le rendu de la teinture est satisfaisant, la plaquette est collée avec de la Titebond, puis le contour de la tête est soigneusement poncé à la ponceuse lapidaire.
Enfin, les perçages de 10 mm de diamètre sont réalisés avec précision afin d’assurer un alignement parfait des mécaniques.
Le cache trussrod est découpé avec la fraiseuse à commande numérique dans une chute d'ébène.
Avec cette même fraiseuse est gravé le texte du modèle de la guitare. Le texte gravé est ensuite comblé avec de la résine époxy blanche.
Teinte de la table

Afin d’éviter que la teinte ne se propage sur les bords, on commence par appliquer un vernis primaire sur la tranche et le dos de la guitare.
La table est soigneusement protégée à l’aide d’un adhésif de masquage afin d’empêcher tout débordement du vernis. Le produit utilisé est le vernis polyuréthane bicomposant de Fred Guitar.
On applique ensuite une première couche de teinte White Gold de Luthimate. Outre la coloration de l’érable, cette étape a pour effet de redresser les fibres du bois.
Après environ trois heures de séchage, on ponce légèrement au papier abrasif grain 240, puis on applique une seconde couche de teinte.
La teinte rouge (Scarlet red) de Nitorlack est appliquée sur les bords et essuyée avec un chiffon humide pour obtenir le dégradé recherché.
Lorsque le résultat est conforme à l'effet souhaité, on applique un couche de fondur PU pour stabiliser la teinte.
Collage de la touche

Bloquer la touche à l’aide de serre-joints, puis percer deux trous de 2 mm de diamètre et 14 mm de profondeur aux extrémités pour les clous de positionnement.
Appliquer un filet de colle élastique sans silicone dans la gorge du trussrod.
Insérer le trussrod et protéger la gorge avec un adhésif de masquage pour empêcher la colle Titebond de s’y infiltrer. Étaler une couche de colle Titebond sur la surface du manche et sur le dos de la touche.
Retirer l’adhésif de protection. Insérer les clous de centrage dans leurs trous.
Positionner la touche sur le manche et serrer fermement avec des serre-joints.
Il est préférable de placer un tasseau entre les serre-joints et la touche pour éviter de la marquer.
Nettoyer immédiatement les excès de colle pour assurer une finition propre.
Laisser sécher pendant au moins 6 heures.
La touche étant collée, on peut retirer l'excès de bois sur les cotés en utilisant une fraise à copier dont le roulement repose sur la touche.
Dans un deuxième temps, on peut découper grossièrement la forme de la tête. Puis, avec la ponceuse pendulaire finaliser la la forme de la tête avant collage de la plaque. Il ne faudra pas utiliser l'affleureuse au risque d'arracher des morceaux de bois.
Façonnage du profil du manche


À l'aide d'une cale à poncer au radius de 12 pouces, poncer la surface en ébène jusqu’à obtenir une surface plane, sans aspérités.
Il faut également s'assurer que les repères de touche soient bien au même niveau que la surface de la touche.
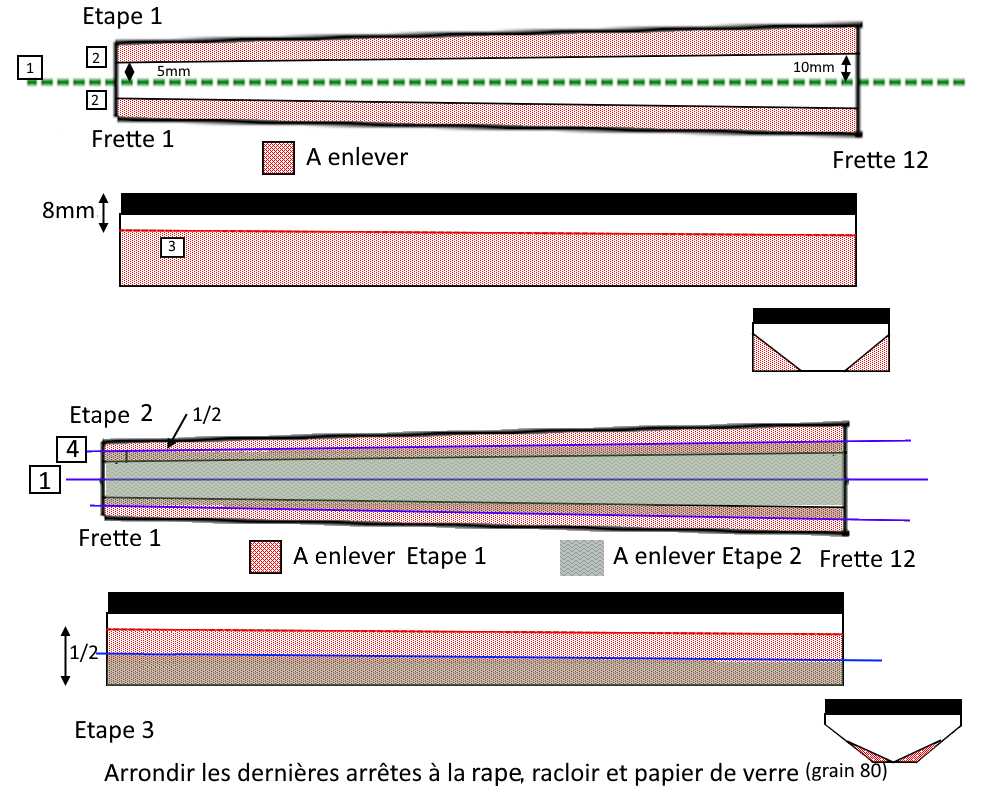
Pour obtenir le profil en C, suivre les trois étapes décrites sur la figure ci-dessous.
Pour la première étape, tracer les lignes 1, 2 et 3, puis enlever la matière à l'aide d'une râpe, d'un racloir et de papier de verre.
Si besoin, on pourra corriger l'épaisseur du manche à ce stade pour avoir 21mm à la frette 1 et 23 mm à la frette 12
. Pour la deuxième étape, veiller à ce que le profil soit régulier et conforme aux caractéristiques souhaitées. Si nécessaire, corriger à l'aide d’un racloir et de papier de verre, en commençant par un grain de 80 puis en affinant avec un grain de 120.
Poncer ensuite avec un papier de grain 150 pour obtenir un toucher lisse et agréable.
La volute est façonnée par enlèvement de matière, successivement à la râpe, à la lime, au racloir puis à la ponceuse. L’épaisseur de la volute ne devra pas dépasser 30 mm.
Lorsque la liaison tête manche corrrespond à l'attente, on peut coller la plaquette de tête avec de la colle titebond, et enfin, après séchage, finaliser le ponçage de la tête.
Frettage et planification

- Vérification de la bonne profondeur de la rainure
- Limage léger des rainures à l’aide d’une petite lime triangulaire pour faciliter l’insertion des frettes.
- Pose des frettes à l’aide d’un petit maillet à fretter.
- Découpe de l'excédent de part et d'autre du manche.
- Protection de la touche avec du ruban adhésif de masquage.
- Limage des bords à l'aide d'une lime biseautée à frette.
- Limage final pour obtenir un arrondi de l'extrémité avec une petite lime.
- Remplissage des rainures en bord de touche avec de la poudre d'ébène et de la colle cyano.
- Planification à l’aide d’une règle dédiée, après vérification de la rectitude du manche. Si nécessaire, ajustement du truss rod.
- Finition du profil des frettes avec une lime spécifique, suivie d’un polissage à l’aide de laine métallique et de la dremel.
Derniers usinages
- Découpe stomacale réalisée à l'aide de la râpe et de la wastringue.
- Arrondis sur le pourtour du corps :
- coté table : fraise arrondie de rayon 6,35mm ce qui donne un effet de binding.
- coté dos : fraise arrondie de rayon 9,56,35mm.
- Perçage du trou de passage de fil de masse entre le cordier et le logement électrique : 2mm.
- Perçage des trous recevant les ferrules de passage de cordes.
- Perçage des trous recevant les mécaniques : 10mm
- Perçage du trou de passage de la prise jack (diamètre 24mm).
- Perçage et installation des inserts destinés à la fixation des micros : perçage à un diamètre de 4 mm profondeur 15mm, suivi d’un taraudage en M5 avant la mise en place des inserts.
Vernissage
- Passer un chiffon humide sur le corps pour mettre en évidence d'éventuelles traces de colle qu'il faudra poncer,
- bouche pores transparent en pate qu'il faudra poncer après séchage,
- deux couches de fondur polyuréthane bicomposant de Fred Guitar sont appliquées sur le corps et sont suivies d'un léger ponçage avec un papier de verre de grain 300.
Les étapes des vernissage sont détaillées ci-dessous. Chaque phase de vernissage est suivie d'une exposition à la lampe IR pendant 1 heure.
| Etape | Action | Produit | Application |
|---|---|---|---|
| J | Vernis | Stellac marin Brillant | appliqué au pistolet : buse de 1.5 et pression de 4 bars |
| J+3 | Ponçage et Vernis | Papier de verre (320) - Stellac marin Brillant | léger ponçage et vernis appliqué au pistolet : buse de 1.5 et pression de 4 bars |
| J+6 | Ponçage et Vernis | Papier de verre (600) - Stellac marin Brillant | léger ponçage et vernis appliqué au pistolet : buse de 1.5 et pression de 4 bars. |
| J+9 | Ponçage et Vernis | Papier de verre (600) - Stellac marin Brillant | léger ponçage et vernis appliqué au pistolet : buse de 1.5 et pression de 4 bars. |
| J+13 | Ponçage et Vernis | Papier de verre (1000) - Stellac marin Brillant | Ponçage à l'eau et vernis appliqué au pistolet : buse de 1.5 et pression de 4 bars. |
| J+16 | Ponçage et Vernis | Papier de verre de 1500. Vernis brillant bi-composant polyuréthane Spray Max 2K |
Ponçage : à l'eau. Vernis : 3 couches de passes croisées (à l'horizontale, puis à la verticale) séparées de 45 minutes pour obtenir un rendu uniforme. |
| J+17 | Vernis final | Vernis brillant bi-composant polyuréthane Spray Max 2K | 3 couches de passes croisées (à l'horizontale, puis à la verticale) séparées de 45 minutes pour obtenir un rendu uniforme. |
| J+32 | Ponçage | Papier de verre de 2000 | Ponçage à l'eau. |
| J+32 | Lustrage | Produit de lustrage 3M | Produit appliqué au chiffon puis utilisation de la lustreuse pour obtenir un effet mirroir. |

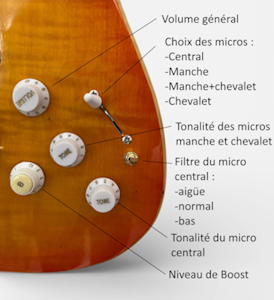
Trois micros permettent d'obtenir une multitude de combinaisons :
- Manche : micro fender Noiseless activé par la position 2 et 3 du switch
- Central : micro de faible impédance associé au filtre passe bas. Il est activé par la position 1 du switch
- Chevalet : micro Fender noiseless activé par la position 3 et 4 du switch
Pour toutes les combinaisons du sélecteur, le préamplificateur Boost peut être activé et le niveau de saturation peut être réglé.
Les micros manche et chevalet sont des micros Fender utilisés sur la Fender Clapton.
Le circuit électronique offre un filtrage passe bas actif. Grâce au micro-commutateur à 3 positions, on peut régler la bande de fréquence : aigüe, normal, bas. Le potentiomètre de tonalité permet de régler la valeur du coefficient Q du filtre (sélectivité du filtre).
Le bouton de tonalité passif permet de régler la tonalité pour les positions 2 (micro manche) et 4 (micro chevalet) du switch principal.
Le circuit est alimenté par deux piles de 9v.
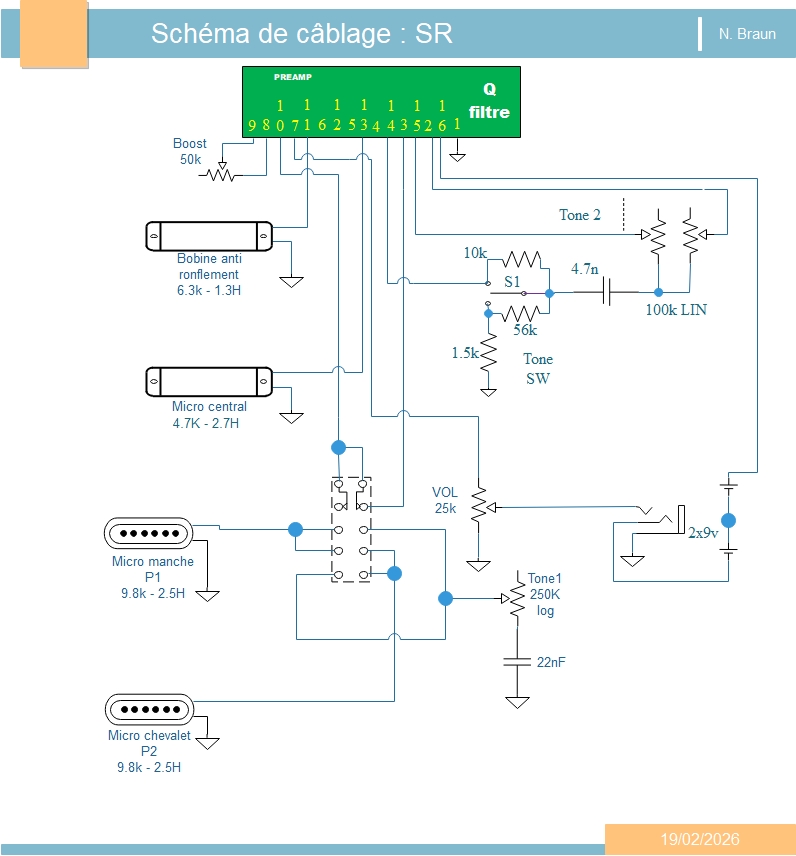
Schéma de cablage de la guitare
Les micros
Cette guitare dispose de trois micros :- Manche : Micro Fender : Noiseless : 9.8kohm - 2.5H
- Milieu : Micro Alembic : 4.7kohms - 2,7H
- Chevalet : Micro Fender : Noiseless : 9.8kohm - 2.5H
Ajustement du sillet
Réaliser les rainures du sillet de sorte que les cordes reposent toutes sur la frette 0.Courbure du manche
Placer un capodastre en case 1 et appuyer à tour de rôle chaque corde à la l2° frette.A l'aide d'une jauge d'épaisseur vérifier que la distance entre la 8° frette et la corde se situe à environ 0,2mm.
Si cette distance est inférieure, il faut augmenter la courbure du manche en tournant la vis du trussrod en sens anti-horaire, sinon tourner en sens horaire.
Hauteur des cordes
Ajuster la hauteur des cordes au niveau du chevalet avec une petite clé Allen.Les cordes ne doivent pas friser au niveau de la première frette et au niveau de la douzième frette la hauteur doit être entre 1mm et 1,5mm. Cette hauteur devra être légèrement plus grande pour les cordes graves que pour les cordes aigües en raison de leur amplitude de vibration.
Après réglage de cette guitare, les hauteurs obtenues sont 0.75 et 1,3mm ca qui correspond à une action très basse.
Intonations
Utiliser un accordeur électronique.Pour chacune des cordes :
- Accorder la cordes.
- Appuyer sur la 15° frette pour vérifier que la note est la bonne (Sol pour les 1° et 6° corde,Ré pour la deuxième, etc)
- A l'aide d'un tournevis cruciforme, tourner la vis d'ajustement du chevalet
- Reaccorder la corde et recommencer jusqu'à obtenir la bonne note
Hauteur des micros
Appuyer successivement les cordes de Mi grave et de Mi aigües à la dernière case.La distance entre le pôle du micro manche et le bas de la corde doit être de 2,4mm pour le Mi grave et de 2mm pour le mi aigües.
Régler ensuite les autres micros de sorte que le niveau sonore est le même lorsqu'on passe d'un micro à l'autre.
Remarque : le micro central passant par le filtre passe bas actif, cette méthode ne peut s'appliquer. Il faut donc agir sur le pont diviseur à l'entrée du préamplificateur pour ajuster le niveau.
