Les guitares ARIA PRO 2 des années 80, réalisées sous la conduite de Nobuaki Hayashi, m'ont
toujours fascinées pour leur lutherie, pour leur électronique et pour les sons qu'ils produisent.
On peut encore trouver sur le marché de l'occasion des RS600 ou RS850, mais la RS1000 a été
produite en peu d'exemplaires et est de ce fait introuvable ou hors de prix.
J'ai donc décidé de fabriquer une guitare proche des caractéristiques de la RS 1000 :
corps en érable avec table et dos en zebrano.
diapason 25,5" (647mm) et 24 cases
manche traversant multipli : Erable et noyer
micros manche et micro esclave Alembic
électronique active Alembic
Pour cette réalisation, je remplace l'érable par du frêne. Sa densité est quasiment la même et le son
devrait être plus claquant comme sur les télécaster.
Pour obtenir un son plus saturé, je réalise le micro chevalet doté de
deux bobinages qui permettent de disposer du son initial de la RS1000 d'Aria
et d'un son proche d'un micro de stratocaster (chevalet).
Le manche est réalisé avec 5 tasseaux de 1m de longueur chacun et environ 50mm de hauteur.
Comme sur la RS1000Z originale d'ARIA, j'utilise deux essences de bois, l'érable et le noyer.
Les tasseaux sont collés selon cet ordre :
Erable : 15mm
Noyer : 12mm
Erable : 12mm
Noyer : 12mm
Erable : 15mm
Les tasseaux sont préalablement rectifiés pour que la surface de contact soit parfaite.
Ils sont ensuite collés avec de la colle Titebond et mis sous pression avec des serre-joints.
Après une journée de séchage, les 4 faces sont à nouveau rectifiés.
La dimension de la poutre est alors (Long x larg x haut) : 1000 x 65 x 42mm.
Pour finir, en bout de poutre, deux morceaux d'érables de 12cm de long sont collés afin de disposer
d'une largeurs suffisante pour la tête.
Assemblage des deux ailes du corps
L’épaisseur finale du corps doit être de 39 mm. Les plaques de zebrano utilisées
mesurent respectivement 6,8 mm pour la table et 5,4 mm pour le dos. Il en découle que la poutre
centrale en érable doit avoir une épaisseur de 29 mm, ce qui laisse une marge de 1,2 mm pour
le surfaçage.
Une fois cette épaisseur atteinte à la raboteuse, il convient de fraiser dans l’érable
les canaux destinés au passage des fils du sélecteur de micros ainsi que ceux des micros
eux-mêmes.
Ces défonces sont réalisées à l’aide d’une fraise de 15 mm de diamètre, sur une profondeur
de 10 mm.
Les trois plaques sont ensuite assemblées par collage à la colle Titebond. Les côtés sont
dressés à la scie circulaire, puis ajustés par ponçage afin d’assurer un bon contact avec
la poutre centrale lors du collage.
Du côté de la table, la poutre centrale dépassera de 3 mm (42 mm - 39 mm).
Cette surépaisseur sera usinée au niveau de la table, mais conservée sous la touche.
Opérations avant assemblage du corps
Un des difficultés dans la fabrication d’une guitare à manche traversant réside dans le fait
qu’après le collage des flancs, chaque opération ultérieure implique la manipulation de
l’instrument dans son ensemble, c’est-à-dire le corps et le manche réunis.
Il est donc préférable de réaliser un maximum d'opérations avant ce collage.
Parmi ces opérations préalables figurent :
l’usinage des cornes des deux flancs à l’aide de la scie à chantourner,
suivi d’un ajustement à la ponceuse oscillante ;
la coupe de la tête afin de disposer d'une inclinaison de 11 degrés avec la scie japonaise ;
la mise à l''épaisseur de la tête, réalisée avec la fraiseuse et la
la ponceuse lapidaire et la ponceuse excentrique.
Remarque : on pourrait également usiner le canal du trussrod et réduire l'épaisseur du manche
mais ces opérations se faisant sur table, elles peuvent être réalisées après assemblage.
Collage des flancs
Avant de coller les deux planches qui constitueront les flancs, on trace les contours
que devra avoir la guitare.
Il faut s'assurer que les flancs seront correctement placés autour du manche, que le diapason est
respecté, et que tous les éléments (chevalet, cordier, couvercle décoratif) trouvent leur place.
Pour garantir un positionnement précis et éviter tout glissement des flancs lors du collage,
quatre tourillons sont insérés afin de stabiliser l’assemblage entre le manche et les flancs.
Les flancs sont ensuite collés à l'aide de la titebond. Cette opération peut être réalisée en une fois
en collant les deux flancs, ou en deux étapes en collant chaque flanc à tour de rôle et en respectant
le temps de séchage de la colle. Il est préférable d'utiliser des serres joints à visser, d'en utiliser
au moins quatre, et de laisser la colle sécher pendant au moins 12 heures.
Découpe du corps
Pour façonner le corps, commencer par tracer au crayon les contours extérieurs.
À l’aide d’une scie à ruban ou d’une scie à chantourner, découper ensuite grossièrement la planche
qui constitue le corps.
Retirer l’excédent de bois avec la ponceuse lapidaire et la ponceuse oscillante jusqu’à obtenir
la forme finale souhaitée.
Comme la poutre dépasse de 2 mm l’épaisseur du corps, il est nécessaire d’enlever ces 2 mm en surface
à l'aide de la défonceuse et de racloirs, pour obtenir une table parfaitement plane.
Au final, le corps fait 39 mm d’épaisseur partout, sauf sous la touche, où l'épaisseur
reste à 41 mm.
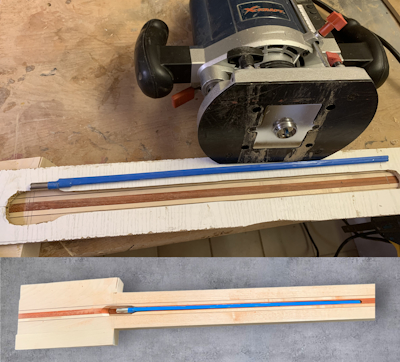
Usinage du canal du trussrod
La gabarit utilisé pour creuser le canal du trussrod nécessité l'outil de centrage de la défonceuse
ainsi qu'une fraise de 6mm, ce qui correspond à la largeur du trussrod.
Le canal aura une profondeur de 9,5mm et sera placé de telle sorte que la vis de réglage se trouve
au milieu du sillet.
la longueur du trussrod est de 440mm ce qui correspond au standard Fender.
Usinage de la touche
Les caractériques de RS1000 sont les suivantes :
Diapason de 25,5" (650mm)
24 frettes
Touche en ébène
Largeur du manche au sillet : 42mm
Largeur du manche en frette 24 : 55mm
Sillet en laiton
Liaison du manche avec le corps à la 19°case
On va donc se baser sur ces spécifications pour usiner la touche et par la suite le manche.
La touche est préalablement ajustée à une épaisseur de 6 mm avec la ponceuse calibreuse.
Elle est ensuite collée avec de l'adhésif double face sur la règle à fretter crantée au diapason de 25,5 pouces.
Cette règle est ensuite placée dans un support équipé d'un clou d'indexage,
lequel est fixé à la table de la fraiseuse à commande numérique (CNC).
Chaque rainure est créée en effectuant quatre passes successives, chacune de 0,625mm
de profondeur, avec une fraise de 0,6 mm de diamètre.
Au final, chaque rainure aura une profondeur totale de 2,5mm.
L'usinage de la touche à la forme et à la taille finale est fait avec un gabarit,
l'affleureuse, et la fraise à copier.
Les repères de touche seront ovals et en nacre.
34mm x 10mm pour le repère de la case 12. Oval avec rond en ébène ;
20mm x 10mm pour le repère des cases 3, 7 et 17. Oval avec rond en ébène ;
15mm x 7mm pour le repère des cases 5, 9 et 15. Oval ;
13mm x 5mm pour le repère des cases 19, 21 et 24. Oval ;
Les logements de ces repères sont réalisés avec la fraiseuse à commande numérique. Ils seront plus
large de 0,5mm pour faciliter l'insertion des repères.
La découpe des repères est réalisée avec cette même fraiseuse.
Façonnage du manche : mise à l'épaisseur
A la case 1, l'épaisseur du manche doit avoir 20mm. A la case 12 cette épaisseur doit être de 22mm.
La touche ayant une épaisseur de 6mm, il faut donc ramener le manche respectivement en cases 1 et 12 à 14mm et 16mm.
Pour obtenir une épaisseur croissante, on peut placer une cale de 2mm sous l'emplacement de la première case
et usiner de sorte que la distance entre le bas de la fraise et le plan d'usinage soit de 16mm.
Il est important de laisser assez de matière pour pouvoir réaliser la volute entre la tête et le manche.
Collage de la touche
Positionner temporairement la touche avec précision sur le manche.
Bloquer la touche à l’aide de serre-joints, puis percer deux trous de 2 mm de diamètre
et 14 mm de profondeur aux extrémités pour les clous de positionnement.
Appliquer un filet de colle élastique sans silicone dans la gorge du trussrod.
Insérer le trussrod et protéger la gorge avec un adhésif de masquage pour empêcher
la colle Titebond de s’y infiltrer. Étaler une couche de colle Titebond sur la surface
du manche et sur le dos de la touche.
Retirer l’adhésif de protection. Insérer les clous de centrage dans leurs trous.
Positionner la touche sur le manche et serrer fermement avec des serre-joints.
Il est préférable de placer un tasseau entre les serre-joints et la touche pour éviter de la marquer.
Nettoyer immédiatement les excès de colle pour assurer une finition propre.
Laisser sécher pendant au moins 6 heures.
La touche étant collée, on peut retirer l'excès de bois sur les cotés en utilisant une fraise à copier
dont le roulement repose sur la touche.
Dans un deuxième temps, on peut découper grossièrement la forme de la tête.
Vérification des hauteurs du chevalet
Le manche ne formant pas d'angle avec le corps, il sera nécessaire d'usiner une poche
dans la table pour noyer légèrement le chevalet.
Le schéma ci-dessus permet de calculer la profondeur d'usinage.
Hauteur du sillet : S=1mm
Ecart souhaité entre la corde et la frette à la douxième case : C12=1,5mm.
Cela conduit à avoir 3mm au niveau du chevalet
Hauteur entre le haut de la touche et le corps : T=2+6mm = 8mm
Ainsi C = S + C12x2 + T = 12mm.
La hauteur du chevalet est de 17mm, il faudra donc usiner une poche de 5mm.
Usinage des logements
Pour positionner correctement les potentiomètres de réglage, il
est préférable de commencer par l’usinage de la table afin d’installer
les micros et le chevalet.
Une fois ces éléments en place, il sera plus facile de déterminer
l’emplacement optimal des boutons.
Les gabarits imprimés en 3D permettent de réaliser avec précision
les logements nécessaires.
Concernant le chevalet, il doit être positionné à 647 mm du sillet,
avec un décalage supplémentaire de 2 mm pour la première corde et de 4 mm
pour la sixième corde. Ces décalages compensent la décalage de hauteur de note
due à la pression exercée sur les cordes.
Le logement destiné au circuit électronique doit être suffisamment grand
pour contenir les potentiomètres, les interrupteurs et le circuit imprimé.
Il faut également s'assurer qu'il ne recouvre pas les logements des micros,
du chevalet ou du cordier.
Le couvercle de ce logement est réalisé dans une chute de zebrano.
Il sera découpé à la CNC, et son épaisseur de 4,5 mm sera ajustée
à l'aide de la calibreuse.
Comme pour le logement électronique, l'usinage du boîtier des piles
sera réalisé à l'aide d'un gabarit, et son emplacement est choisi de manière
à ne pas gêner la mise en place des micros.
Au terme de tous ces usinages, le corps ne pèse plus que 3,4Kg.
Par la suite, on appliquera de la peinture conductrice Nitorlack (conductive shield paint)
dans les logements de micros et électrique pour réaliser une cage de faraday.
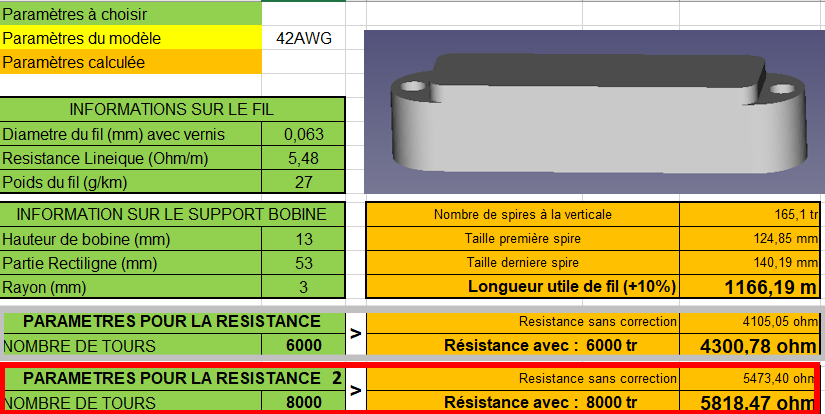
Réalisation du micro chevalet
Les micros d'origine présentent une résistance DC de 4,6 kohms. Afin de conserver
les caractéristiques prévues par Aria tout en obtenant un grain plus saturé, le micro
chevalet sera doté d’une résistance de 4,6 kΩ sur la première sortie et de 5,8 kΩ sur la seconde.
L’utilisation d’un calculateur de bobinage, prenant en compte les dimensions du support
de bobine, indique qu’il faudra réaliser respectivement 6400 tours et 8000 tours.
Le support de bobine et le boîtier du micro sont fabriqués en impression 3D,
en respectant les dimensions initiales des micros Alembic.
Les aimants utilisés sont des Alnico V, reconnus pour leurs excellentes performances audio.
Après le bobinage, la bobine est immergée dans de la cire de bougie pour éliminer l’air
et solidariser les spires entre elles.
Enfin, la bobine est placée dans son support, l’ensemble étant ensuite scellé avec
de la résine époxy.
Résultat et tableau comparatif :
Type
Résistance DC
Inductance
Résultat sortie low
4,4kohms
1,3H
Résultat sortie high
6kohms
2,4H
ARIA PRO 2 - RS1000Z - original pickup
4,4kohms
2,3H
Fender Stratocaster Vintage Neck
5.7kohms
2,2H
Fender Stratocaster Vintage Middle
5.9kohms
2,6H
Fender Stratocaster Vintage Bridge
6kohms
2,75H
Remarque : Après essai, il s'avère que le niveau de sortie du micro est inférieur à ce qui est souhaité.
Un deuxième bobinage avec 6500 et 12500 spires remplacera donc le micro initial, ce qui donnera des résistances
de 5.2kohms (1.5H) et 8.5kohms (3.5H).
Façonnage du profil du manche
Avant de procéder à l'usinage du profil du manche, il est préférable de
poncer le radius de la touche afin de pouvoir apprécier le confort du manche
lors du façonnage du profil.
À l'aide d'une cale à poncer au radius de 12 pouces, poncer la surface
en ébène jusqu’à obtenir une surface plane, sans aspérités.
Il faut également s'assurer que les repères de touche soient bien au même niveau
que la surface de la touche.
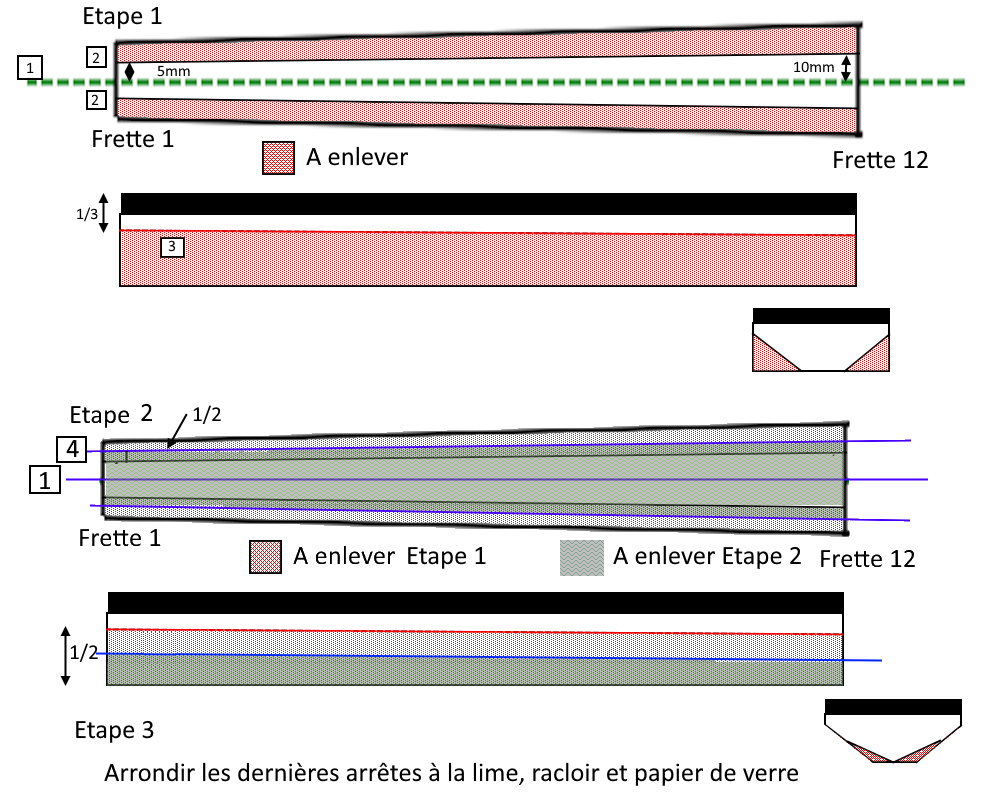
Pour obtenir le profil en C, suivre les trois étapes décrites sur la figure ci-dessous.
Pour la première étape, tracer les lignes 1, 2 et 3, puis enlever la matière à l'aide
d'une râpe, d'un racloir et de papier de verre.
Pour la deuxième étape, veiller à ce que le profil soit régulier et conforme
aux caractéristiques souhaitées. Si nécessaire, corriger à l'aide d’un racloir
et de papier de verre, en commençant par un grain de 80 puis en affinant avec
un grain de 120.
Poncer ensuite avec un papier de grain 150 pour obtenir un toucher lisse et agréable.
La volute est façonnée par enlèvement de matière, successivement à la râpe,
au racloir puis à la ponceuse. L’épaisseur de la volute ne devra pas dépasser 30 mm.
Enfin, la découpe stomacale est également réalisée à l'aide de la râpe
et de la wastringue.
Réalisation de la plaque de tête
La plaque de tête est fabriquée à partir d’une chute de zebrano de 5 mm d’épaisseur.
Sa découpe grossière est effectuée à l’aide d’une fraiseuse à commande numérique (CN).
Le logo, en ébène, ainsi que son logement dans le zebrano sont également usinés avec
la fraiseuse CN.
Grâce à la planifieuse l'épaisseur est ramenée à 3mm.
Lla plaquette est ensuite collée avec de la Titebond, puis le
contour de la tête est soigneusement poncé à la ponceuse lapidaire.
Enfin, les perçages de 10 mm de diamètre sont réalisés avec précision afin d’assurer
un alignement parfait des mécaniques.
Le cache trussrod est découpé avec la fraiseuse à commande numérique dans une chute d'ébène.
Avec cette même fraiseuse est gravé le texte du modèle de la guitare. Le texte gravé est ensuite
comblé avec de la résine époxy blanche.
Frettage et planification
Les frettes, sont en acier inoxydable et mesurent 2,7 mm de large pour 1,25 mm de hauteur.
Leur installation suit un processus classique :
Vérification de la bonne profondeur de la rainure
Limage léger des rainures à l’aide d’une petite lime triangulaire pour faciliter l’insertion des frettes.
Pose des frettes à l’aide d’un petit maillet à fretter.
Découpe de l'excédent de part et d'autre du manche.
Protection de la touche avec du ruban adhésif de masquage.
Limage des bords à l'aide d'une lime biseautée à frette.
Limage final pour obtenir un arrondi de l'extrémité avec une petite lime.
Remplissage des rinures en bord de touche avec de la poudre d'ébène et de la colle cyano.
Planification à l’aide d’une règle dédiée, après vérification de la rectitude du manche.
Si nécessaire, ajustement du truss rod.
Finition du profil des frettes avec une lime spécifique, suivie d’un polissage
à l’aide de laine métallique et de la dremel.
Derniers usinages
Le corps était globalement terminé, il reste quelques usinages avant les travaux de peinture :
Arrondis sur le pourtour du corps :
coté table : fraise arrondie de rayon 9,5mm.
coté dos : fraise arrondie de rayon 6,35mm.
Perçage des trous recevant les inserts de fixation du cordier :
trous de diamètre 11mm et de profondeur 24mm.
Perçage du trou de passage de fil de masse entre le cordier et le logement électrique : 2mm.
Perçage des trous recevant les inserts de fixation du chevalet :
trous de diamètre 11mm et de profondeur 24mm.
Afin d’éviter d’éventuels éclats de vernis lors de la pose des inserts,
ceux-ci sont installés avant le vernissage. Les trous de vissage sont ensuite
temporairement obturés afin d’empêcher le vernis de s’y infiltrer.
Perçage des trous recevant les mécaniques : 10mm
Perçage et installation des inserts destinés à la fixation
des micros : perçage à un diamètre de 4 mm, suivi d’un taraudage
en M5 avant la mise en place des inserts.
Vernissage
Le protocole est le suivant :
Etape
Action
Produit
Application
J
Poncage
Papier de verre de 400
Essuyer avec un chiffon humide et attendre un jour
J+1
Fondur
Stellac marin Brillant dilué à 20%
appliqué au pinceau
J+3
Fondur
Stellac marin Brillant
appliqué au pinceau
J+6
Fondur
Stellac marin Brillant
appliqué au pinceau
J+10
Poncage
Papier de verre de 400
Ponçage à sec. Nettoyer les résidus de ponçage.
J+11
Vernis
Stellac marin Brillant
appliqué au pistolet : buse de 1.5 et
pression de 4 bars
J+14
Vernis
Stellac marin Brillant
appliqué au pistolet : buse de 1.5 et
pression de 4 bars
J+17
Poncage
Papier de verre de 400
Ponçage à sec. Nettoyer les résidus de ponçage.
J+17
Vernis
Stellac marin Brillant
appliqué au pistolet : une buse de 1.5 et
pression de 4 bars.
J+20
Vernis
Stellac marin Brillant
appliqué au pistolet : une buse de 1 et
pression de 4 bars.
J+23
Ponçage et Vernis
Papier de verre de 600. Stellac marin Brillant
Ponçage à sec. Vernis appliqué au pistolet : une buse de 1 et
pression de 4 bars. Lampe IR pendant 45min.
J+25
Vernis
Stellac marin Brillant
Vernis appliqué au pistolet : une buse de 1 et
pression de 4 bars. Lampe IR pendant 45min.
J+27
Vernis
Stellac marin Brillant
Vernis appliqué au pistolet : une buse de 1 et
pression de 4 bars. Lampe IR pendant 45min.
J+29
Vernis
Stellac marin Brillant
Vernis appliqué au pistolet : une buse de 1,5 et
pression de 4 bars. Lampe IR pendant 60min.
J+32
Ponçage
Papier de verre de 1500.
Ponçage à l'eau
J+32
Vernis final
Vernis brillant bi-composant polyuréthane Spray Max 2K
3 couches de passes croisées (à l'horizontale,
puis à la verticale) séparées de 45 minutes pour obtenir un rendu uniforme.
Rayonnement infra rouge émis à un mètre de distance du corps de la guitare.
J+33
Vernis final
Vernis brillant bi-composant polyuréthane Spray Max 2K
2 couches de passes croisées (à l'horizontale,
puis à la verticale) séparées de 45 minutes pour obtenir un rendu uniforme. Rayonnement
infra rouge émis à un 80cm de distance du corps de la guitare.
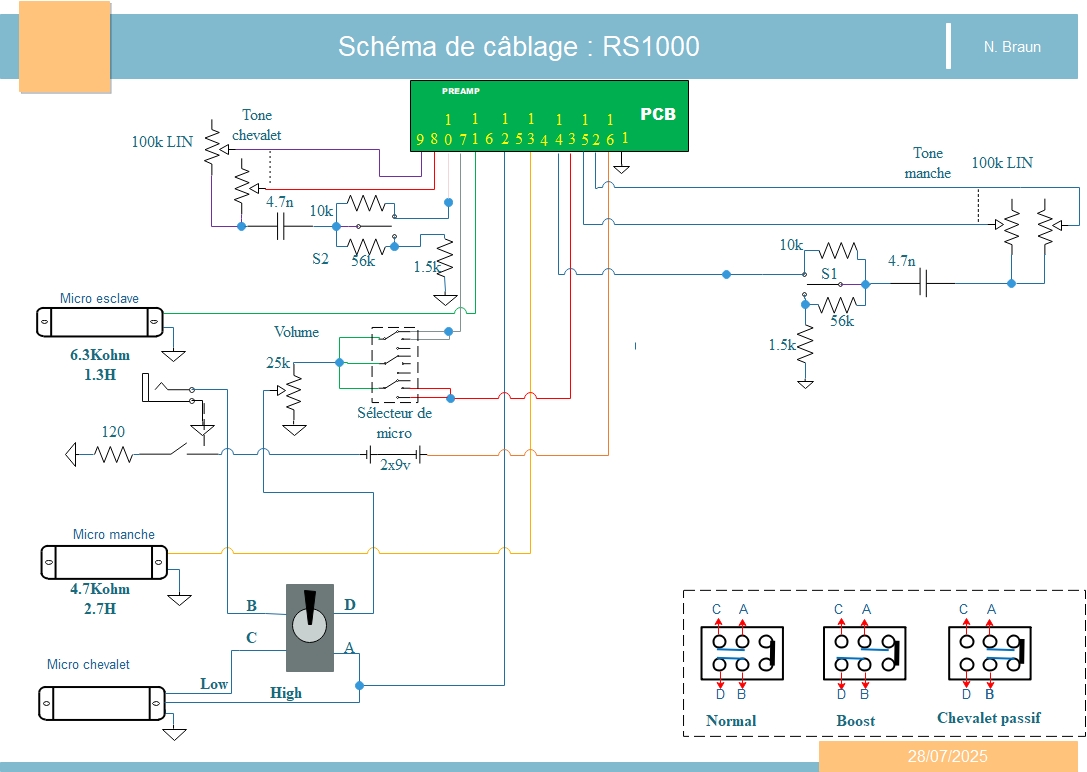
Le circuit électrique repose sur un circuit central élaboré par la société Alembic dans les années 80
et qui permet d'obtenir une grande variété de sons sans effet de ronflement (hum) grâce au micro esclave.
Les micros manches et chevalet sont de type simple bobinage avec une impédance faible compensée
par le préamplificateur du circuit électronique.
Le circuit électronique offre un filtrage passe bas actif. Pour chacun des micros, un potentiomètre de réglage
et un commutateur 3 positions permet d'ajuster le coefficient Q du filtre.
Afin de compenser la faible variation du micro chevalet par rapport à l'original, il est
nécessaire de modifier légèrement les valeurs des composants du filtre actif original.
Schéma de cablage de la guitare
Les micros
Cette guitare dispose de trois micros :
Manche : Micro Alembic : 4,7kohm - 2,7H
Milieu : Micro esclave Alembic : 6,3kohms - 1,3H
Chevalet : Micro simple à deux bobinages aspect Alembic : 5,2kohm ou 8,5kohms
 Fabrication de la RS1000
Fabrication de la RS1000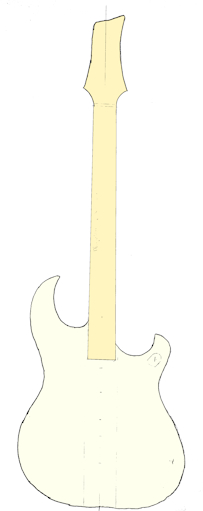

 Les guitares ARIA PRO 2 des années 80, réalisées sous la conduite de Nobuaki Hayashi, m'ont
toujours fascinées pour leur lutherie, pour leur électronique et pour les sons qu'ils produisent.
Les guitares ARIA PRO 2 des années 80, réalisées sous la conduite de Nobuaki Hayashi, m'ont
toujours fascinées pour leur lutherie, pour leur électronique et pour les sons qu'ils produisent.





 Les logements de ces repères sont réalisés avec la fraiseuse à commande numérique. Ils seront plus
large de 0,5mm pour faciliter l'insertion des repères.
Les logements de ces repères sont réalisés avec la fraiseuse à commande numérique. Ils seront plus
large de 0,5mm pour faciliter l'insertion des repères.