 Fabrication de la Pretty Lady
Fabrication de la Pretty Lady
 J'ai conçu cette guitare en essayant de la doter de certains éléments esthétiques et techniques que j'apprécie
sur des guitares de grande marque. Je l'ai donc baptisé Pretty Lady ou PL.
J'ai conçu cette guitare en essayant de la doter de certains éléments esthétiques et techniques que j'apprécie
sur des guitares de grande marque. Je l'ai donc baptisé Pretty Lady ou PL.- Forme du corps proche d'une stratocaster.
- Finition brillante et bois naturel comme pour les guitares Matsumoko.
- Table en érable échauffé et filet d'ébène de séparation entre la table et le corps.
- Corps en acajou.
- Tête inspirée des PRS.
- Cordier et chevalet des guitares Alembic.
- Manche collé.
- Manche en acajou et érable ondé
- Diapason de 628mm (standard Gibson)
- Touche en ébène.
- Micro P100 (son proche des P90)
- Commutateur de tonalité de type Multisound (Apex)
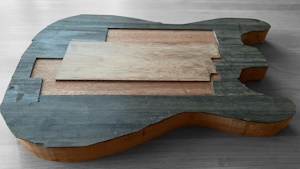
- Le corps sera réalisé à partir d'une planche d'acajou de 35mm et d'une table en érable échauffé de 10mm".
Entre les deux, une plaquette d'ébène de 2mm.

Planches brutes
- Le manche sera collé et réalisé en noyer et en érable;
- Deux micros Gibson P100 et P100+ ;
- Un chevalet Alembic ;
- Une réplique de cordier Alembic ;
Plus le bois est lourd, plus il est dense, et plus il est dense, moins il a tendance à absorber le son.
L'indice de Janka, quant à lui, est utilisé pour mesurer la dureté du bois.
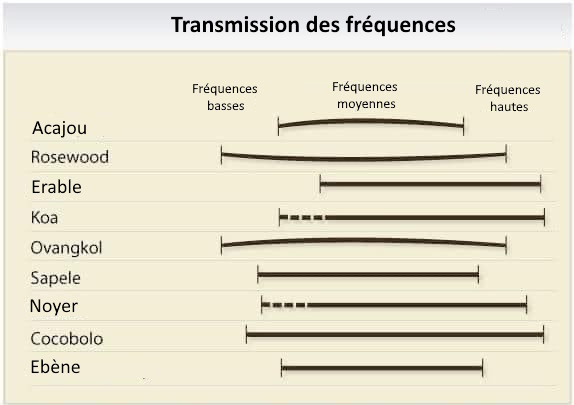
Table en Erable échauffé (spalted mapple) :
- densité = 0,48kg/dm³ à 0,70kg/dm³ - Dureté Janka = 700 à 1500
- Dimension de la planche brute (L x l x epaisseur): 2 x 500mm x 180mm x 13mm
Corps en acajou :
- Densité = 0,55kg/dm³ - Dureté Janka = 850
- Dimension de la planche brute (L x l x epaisseur): 530mm x 400mm x 40mm
- J'ai acheté cette planche chez un brocanteur dans les Vosges. Son origine est imprécise... Un vieux stock africain semble-t-il.
- L'acajou est très utilisé en lutherie en particulier par Gibson. Il permet une bonne transmission des vibrations du fait
de ses fibres et l'absence de noeuds.
Il n'est pas trop lourd et est apprécié par la chaleur des sons qu'il transmet.
Filet en ébène :
- Densité = 0,95kg/dm³ - Dureté Janka = 3080
- Dimension de la planche brute (3 x L x l x epaisseur): 500mm x 50mm x 2mm
- Ces filets d'ébènes ont uniquement une fonction décorative.
Intercalées entre le corps et la table elles offriront une alternance harmonieuse entre le bois clair de l'érable et le rouge de l'acajou.
Concernant le manche, il est constitué d'érable, et de noyer au centre.

Pour obtenir l'épaisseur finale qui doit être de 45mm, j'utilise la dégauchisseuse pour ramener la planche d'acajou à une épaisseur de 32mm.

- perçage grossier avec un foret de diamètre 30mm ;
- usinage fin du logement avec un fraise à copier et le gabarit du logement ;
- usinage d'une profondeur de 3mm du receptacle du couvercle.


Le couvercle de protection du boitier électrique est usiné avec la fraiseuse à commande numérique.
L'envers du couvercle en laiton, est gravé.
Il sera fixé avec 4 vis à têtes fraisés de 20mm et un pas M2,5 associées à des inserts dans le corps.
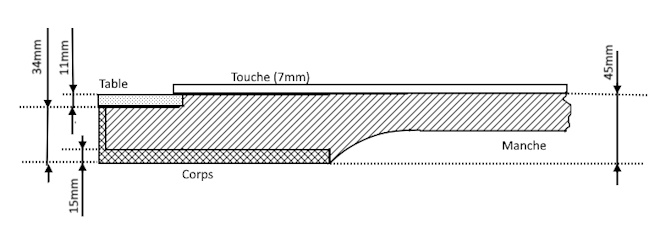
Le manche sera collé au corps et une partie du talon sera noyée sans la table assurant ainsi une meilleure transmission des vibrations.

Le faible jeu entre le manche et le corps sera masqué par une lamelle d'ébène faisant ainsi le rappel avec la liaison corps-table.

Deux tourillons de 6mm permettront de positionner table sur le corps lors du collage.
La petite lamelle d'ébène est collée à la base du talon. Elle servira de délimitation entre le corps et le manche.
Ensuite, les deux pièces, manche et corps, sont assemblées à l'aide de colle Titebond.
Les interstices près de la jonction sont remplis avec de la colle cyano et de la poudre d'ébène.
Pour exercer une pression horizontale, deux élastiques sont utilisés, tandis que des serre-joints assurent la pression verticale.

On peut à présent usiner les logements des micros, sculpter la découpe stomacale, et arrondir les bords du corps.
Les logements sont usinés à l'aide d'un gabarit aux dimensions des P90. La profondeur d'usinage est de 25mm, ce qui laisse encore 20mm de bois pour recevoir les vis de réglage de hauteur.
Pour réaliser la découpe stomacale et le chanfrein au niveau du bras, on utilise une rape, des racloirs et du papier de verre.
Les congés tout autour du corps sont obtenus avec une fraise arrondie d'un rayon de 15mm et affinés au papier de verre.
Lorsque ces découpes sont réalisées, la touche peut être collée au manche sans risques.


Les différents morceaux sont collés à la colle Titebond pour obtenir une poutre brute de 800x90x50mm.
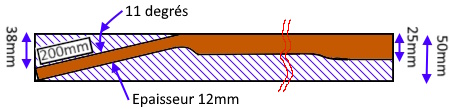
Par ailleurs, puisque la poutre est assez longue, le manche sera collé plutôt que vissé ce qui assurera une meilleure transmission des vibrations.

A l'aide du gabarit et d'une fraise à copier, le contour du manche peut ensuite être usiné.

L'épaisseur finale du manche à la première case sera de 24mm et de 26mm à la douzième. La touche ayant
une épaisseur de 7mm, on planifie le dos du manche de sorte que son épaisseur aille de 17mm (case 1) à
19mm (case 12).
La forme du manche est obtenue avec un usinage grossier avec une fraise de profil C, le wastringue et
le papier de verre.
Le diapason est de 528mm (Gibson).
Les étapes dans l'ordre :
- Avec la dégauchisseuse, ramener l'épaisseur à 8mm.
- Réaliser les entailles pour les frettes. La frette 0 sera à envion 6mm du bord de la touche.
-

Usiner la surface pour lui donner un radius de 12 pouces à l'aide du gabarit de radius. - Usiner l'emplacement des repères avec la commande numérique.
- Coller les repères à l'aide d'une colle cyano mélangée à de la poudre d'ébène pour combler les imperfections de l'usinage.

Le repère de la case 12 sera réalisé à l'aide de deux bandes d'os et une bande rouge de céramique reconstituée.
Avant de placer les sillets, il sera nécessaire de procéder au ponçage final de la touche.
Pour placer les repères blancs sur la tranche de la touche, on perce des trous de diamètre 2mm et de profondeur 4mm. Les baguettes blanches sont insérées sans colle et coupées. Un ponçage au grain de 220 permet d'obtenir une surface lisse.

Le frettage est une opération délicate.
La mise en place des frettes doit être précédée de quelques opérations :
1 : Vérifier que les entailles sont encore assez profondes suites au ponçage.
2 : Avec une lime carrée, limer légèrement les entailles pour faciliter la mise en place des frettes.
3 : Régler le trussrod pour s'assurer que le manche est droit.
4: Insérer les frettes. On peut les presser avec une presse à frettes ou en utilisant le marteau de luthier.
Finaliser le frettage pour éviter que la guitare ne frise, ou que l'on se blesse lors d'un glisser.
5 : Avec un fret-Rocker et une règle à poncer, planifier les frettes.
6 : Arrondir le haut de la frettes avec une lime de frettes.
7 : Avec une petite lime, arrondir les extrémités des frettes.

Bouche pores :
- Poncer soigneusement la surface du bois avec du papier abrasif à grains fins (180-220)
jusqu'à ce qu'elle soit lisse et exempte de défauts.
- Dépoussiérer complètement le bois pour éliminer toute trace de poussière
ou de débris.
- Recouvrir les surfaces qui ne sont pas en acajou.
- Diluez le bouche-pores acajou en ajoutant 10% d'eau.
- Appliquer une couche mince et uniforme de bouche-pores sur le bois à l'aide
d'un pinceau, en suivant le sens du grain du bois.
- Laissez sécher complètement, le bouche-pores pendant 4 heures.
- Une fois sec, poncer (grain de 200 à 400)pour retirer l'excédent de bouche pores.
Ce dernier doit combler les pores mais ne doit pas recouvrir tout le bois.
- Appliquer au pinceau 4 couches de fondur (Nitorlack primer) espacée de 2 heures
de temps de séchage.
- Laisser sécher pendant 3 jours au moins.
- Poncer légèrement au grain 600.
- Appliquer à nouveau 2 couches pour corriger les irrégularités laissées par le ponçage
- Laisser sécher pendant 3 jours au moins.
- Poncer légèrement au grain 800 ou 1000.
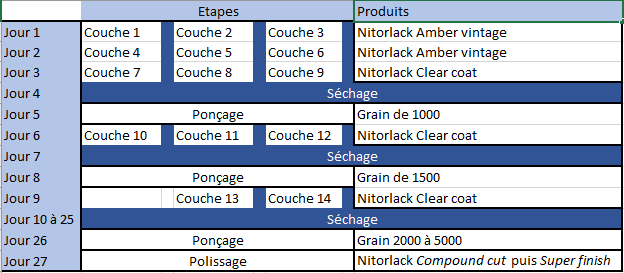 Vernis :
Vernis :Vernissage à la bombe avec un vernis Nitorlack transparent brillant vintage.
Il convient de faire chauffer la bombe dans un bain marie de 60°C pour que le vernis soit plus fluide.
Appliquer trois couches fines, avec une heure d'attente entre chaque couche.
Suivre les étapes du tableau ci-contre pour obtenir une finition de type mirroir.
Le schéma
Le cablage est assez classique.La seule particularité est qu'en plus du potentiomètre de tonalité il intègre un sélecteur 4 positions qui permet d'intégrer des circuits coupe bandes qui permettent de supprimer certqines fréquences centrales médiums pour obtenir une richesse sonore plus grande.

Schéma de cablage de la guitare
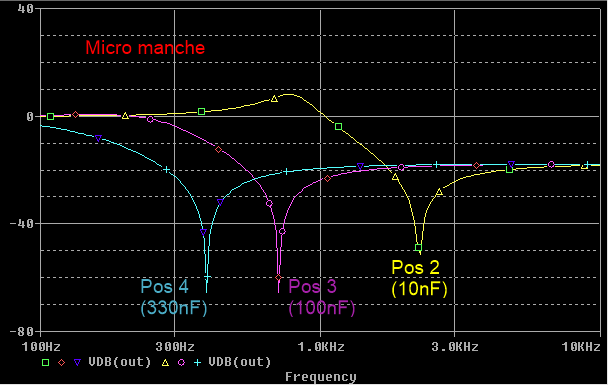
Réponse en fréquence du filtre pour les positions 2 à 3 du sélecteur.
Les micros
Les micros manche et chevalet sont des P100 de Gibson.Il s'agit de micros Humbucker avec les caractéristiques du P90.
Les micros P100 offrent une alternative intéressante pour ceux qui recherchent le son vintage et la chaleur des micros P90, mais qui veulent éviter le bruit de fond souvent associé aux micros à simple bobinage. Ils conservent cette tonalité épaisse et expressive tout en offrant une meilleure suppression des parasites.
- P100
- Résistance : 6,3kohm
- Inductance : 3,4H
