 Fabrication d'une guitare d'inspiration Alembic
Fabrication d'une guitare d'inspiration Alembic


 Le sujet de cette page est de présenter la méthode de fabrication d'une guitare solidbody à manche traversant.
La guitare s'inspire des caractéristiques d'une guitare de type Alembic ou Aria Pro II, telle que ces sociétés
concevaient leurs guitares dans les années 80 dans les usines Matsumoku.
Le sujet de cette page est de présenter la méthode de fabrication d'une guitare solidbody à manche traversant.
La guitare s'inspire des caractéristiques d'une guitare de type Alembic ou Aria Pro II, telle que ces sociétés
concevaient leurs guitares dans les années 80 dans les usines Matsumoku.Comme elles, cette guitare disposera d'un manche multicouches et d'un corps multicouche (Alembic). Le circuit électronique combine plusieurs technologies :
- Deux micros doubles bobinages de Seymour Duncan à 4 fils permettant de splitter en double ou simple bobinage ;
- Filtre passe bas actif avec Boost ;
- filtre passif de type Multisound (Kamel Chenaouy) ;
Le manche sera au format Fender avec un diapason de 647,7mm (25,5 pouces).
Pour cette réalisation, j'ai profité des conseils et de certains outils du luthier Gabin Graff dans le cadre d'un stage de lutherie qui s'est déroulé du 4 mars au 8 mars 2024 et du 22 avril au 26 avril 2024.
Le nom de cette guitare est tiré des initiales de ce luthier.

Les planches constituant le corps proviennent d'origines diverses :
-L'érable ondé provient du sud de la France acheté il y a plus de 15 ans ;
-L'acajou est originaire du Tchad et offre une seconde vie à une petite chaise à palabre achetée là-bas par mon frère ;
-Le Bocote a été acheté à un menuisier guitariste dans les monts Lyonnais.
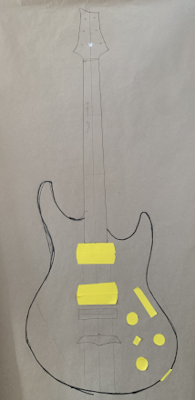
Elle mesure 106cm et est constituée d'une alternance d'érable, d'amarante et de padouk.

Manche brut

Filtre actif
Le NFP est un filtre passe bas actif similaire à ceux utilisés sur les basses comme l’Alembic.
Il laisse passer toutes les fréquences basses jusqu’à 6 Khz où il forme un pic résonant. Au dela de cette fréquence de résonnance les fréquences sont atténuées. Le potentiomètre push-pull permet de balayer la fréquence de coupure, dans une plage de 350hz à 6 khz.
La position Pull, permet d'obtenir un mode boost d'environ 6dB.

Chevalet

Cordier
mécaniques Schaller (3L-3R) or ;
un micro Seymour Duncan SH5 Custom pour le chevalet
un micro Seymour duncan SH1 pour le manche
un sélecteur 5 positions (Schaller M) qui permet de choisir les micros :
- Micro manche double
- Micro manche simple
- Deux micros doubles branchés en parallèle
- Micro chevalet simple
- Micro chevalet double
un commutateur on-on-on pour sélectionner le correcteur actif, aucun correcteur ou le le correcteur passif ;
un potentiomètre log de volume 500Kohm ;
Plus le bois est lourd, plus il est dense, et plus il est dense, moins il a tendance à absorber le son.
L'indice de Janka, quant à lui, est utilisé pour mesurer la dureté du bois.

Table en bocoté :
- densité = 0,85kg/dm³ - Dureté Janka = 2010
- Dimension de la planche brute (L x l x epaisseur): 2 x 600mm x 170mm x 11mm
- Le bocoté est un bois d'amérique du sud, de couleur brun clair veiné de brun sombre. Cette planche en découpe bookmatch vieille de 70 ans, est fortement figurée, ce qui donnera le plus bel effet à la table.
- Le bois de bocoté a une sonorité claire et équilibrée qui lui permet de produire des tonalités riches et profondes. En raison de sa densité élevée et de sa structure de grain fin, le bocoté est capable de projeter le son efficacement, ce qui en fait un choix idéal pour la fabrication de guitares. De plus, il permet une grande dynamique lorsqu'on joue de la guitare et il réagit rapidement aux changements de nuances et de toucher. Sa dureté lui permet également de résister aux variations de température et d'humidité ainsi qu'aux coups de médiators.

Fond en érable ondé :
- Densité = 0,60kg/dm³ - Dureté Janka = 1050
- Dimension de la planche brute (L x l x epaisseur): 2 x 450mm x 200mm x 17mm
- L'érable est une espèce d'arbre principalement originaire d'Amérique du Nord, qui est largement utilisée dans la fabrication d'instruments de musique, en particulier pour les manches, les tables d'harmonie et les corps. Dans ce cas précis, une planche d'érable vieille de 30 ans sera intercalée entre la table en bocoté et le fond en acajou.
- L'érable ondé est particulièrement recherché pour sa qualité sonore claire et brillante, surtout dans les hautes fréquences. Il présente également un temps de réverbération plus court que d'autres types de bois utilisés pour la fabrication d'instruments de musique, ce qui peut donner au son une qualité plus rapide et plus sèche, ce qui peut être souhaitable dans certains styles de musique. Enfin, l'érable ondé est également apprécié pour sa capacité à produire des harmoniques riches et complexes, ce qui peut donner une profondeur et une complexité supplémentaires au son.

Corps en acajou d'Afrique :
- Densité = 0,54kg/dm³ - Dureté Janka = 850
- Dimension de la planche brute (L x l x epaisseur): 450mm x 300mm x 17mm
- Cette planche vieille de plus de 30 ans provient d'un acajou coupé au Tchad vers 1990.
- L'acajou a une grande capacité de résonance, ce qui signifie qu'il peut produire des sons clairs et bien définis. Il produit des sons chauds et riches, particulièrement dans les médiums et les basses et il n'est pas trop lourd. C'est l'essence de bois utilisé par Gibson dans la majorité de ses guitares électriques.

Concernant le manche, il est constitué d'une alternance d'érable, d'amarante, d'érable, et de padouk au centre.
- Erable : Densité = 0,70kg/dm³ - Dureté Janka = 1450
- Amarante : Densité =0,9kg/dm³ - Dureté Janka = 2520
- Padouk : Densité =0,75kg/dm³ - Dureté Janka = 1970
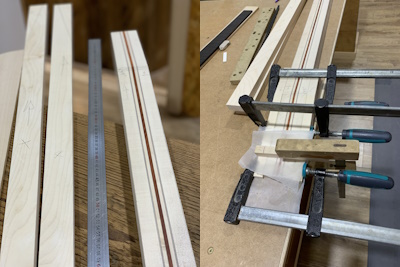
Dimensionnement du manche
Il est constitué d'une poutre d'érable, de padouk et d'amarante.Comme elle est trop large (10cm), avec la scie circulaire, nous ramenons la largeur à 6cm.
L'épaisseur étant suffisante, nous coupons un angle de 11° pour l'inclinaison de la tête.
Sachant que l'épaisseur finale de la tête doit être 15mm et que la plaque fera 3mm, on ajuste l'épaisseur à 12mm.
Enfin pour disposer d'une largeur suffisante pour la tête, nous collons à son extrémité deux bandes d'érable de 15cm.
L'épaisseur finale du manche à la première case sera de 22mm et de 24mm à la douzième. La touche ayant une épaisseur de 6mm, on planifie le dos du manche de sorte que son épaisseur aille de 16mm (case 1) à 18mm (case 12).

Préparation de la touche
La touche en ébène est rectifiée afin qu'elle ait une épaisseur constante de 6mm.
Pour obtenir la dimension finale, on utilise un gabarit de touche Fender, l'affleureuse et une fraise à copier.
Lorsque les dimensions sont correctes, il reste à rainurer la touche. Pour cela, une gabarit de frettage au format Fender et une scie dont la lame n'excède pas 0,6mm sont nécessaires. Avec précaution les 25 rainures doivent être réalisées.
La dernière étape de cette préparation consiste à positionner avec précision la touche sur le manche, et à percer trois trous de 2mm dans trois rainures sur une profondeur de 9mm (touche : 6mm - trou dans le manche : 3mm). Ils sont destinés à recevoir des clous de centrage lors du collage manche-touche.
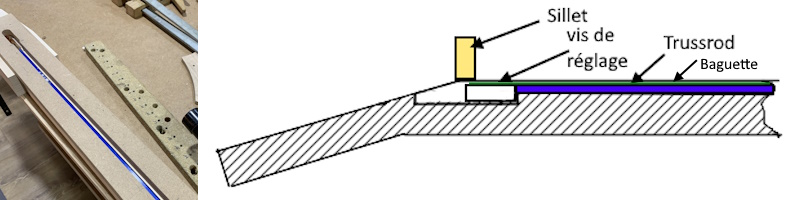
Trussrod
Le canal du trussrod est usiné à l'aide d'un gabarit et d'une défonceuse munie de son outil de centrage.Il est positionné de sorte que la vis de réglage est placée au milieu du sillet. Le trussrod sera fixé dans le canal avec une mastic colle sans silicone.
Entre le trussrod et la touche, une baguette très fine protègera le trussrod de la colle titebond.
Il est important que l'ensemble mastic colle - trussrod - baguette soit parfaitement noyé dans le canal.

Collage de la touche
On applique uniformément un film de colle titebond sur la zone du manche devant recevoir la touche. Positionner la touche à l'aide des trois clous de centrage, et maintenir sous pression l'assemblage pendant 4 heures au moins.
Incrustation des reperes
On peut à ce stade placer les repères.Perçage s'ils sont ronds, usinage si la forme est personnalisée.
Une goutte de colle cyanoacrylate suffit pour fixer chaque repère.
S'il faut combler des imperfections, il suffit de placer de la poudre d'ébène dans l'interstice et d'y ajouter une ou deux gouttes de colle liquide. Le ponçage fera le reste.

Manche avant usinage
A ce stade, il est possible de couper et d'usiner la tête. Cette étape peut bien sûr être réalisée plus tard.
Coupe de la planche d'acajou
A l'aide de la ponceuse à planifier, les trois plaques du corps sont poncées afin d'avoir une épaisseur parfaitement régulière.La planche en acajou en coupée en deux morceau d'égale largeur pour préparer les deux flancs du corps.

Collage des deux ensembles de planches
Les trois planches doivent être collées bord à bord avec précision pour obtenir une bonne liaison avec la poutre centrale. Pour éviter qu'un décalage se produise lors du collage, des clous de centrage sont positionnées dans des zones situées hors du dessin du corps.Les deux ensembles sont ensuite collés à la Titebondet maintenus sous pression pendant 4 heures.
Les deux surfaces en contact avec la poutre sont ensuite recoupées avec la scie circulaire pour obtenir une surface de contact parfaite.
Pour coller les deux flancs au manche, il faut préalablement positionner 4 petits tourillons de 6mmx15 qui, grâce au centrage, évitent aux flancs de glisser lors du collage.
L'étape suivante consiste à usiner la largeur du manche grâce à une fraise à copier qui repose sur le bord de la touche.
Cette étape peut précéder ou suivre l'usinage de la tête, mais elle est un préalable à la formation du radius de la touche. Ce dernier est obtenu grâce à une câle à radius de 12 pouces, sur lequel un papier de verre d'un grain de 100 a été collé.
Il reste ensuite à incruster les points de repère sur le bord de la touche. Des trous de 2mmx4mm recoivent les tiges blanches de 2mm qui sont coupées à la pince et poncées.

Découpe
Pour obtenir la forme approximative, l'excédent de bois est coupé avec la scie à ruban.Pour atteindre le contour définitif, on utilisera la ponceuse oscillante ainsi que les cales à poncer.
Les logements des micros sont usinés à l'aide d'un gabarit et d'une fraise à copier. La profondeur du logement est de 25mm.
La sculpture du corps, découpe stomacale, passage de bras à l’avant et jonction corps/manche légèrement affinée pour accéder aux aigus, sont réalisés à la rape et au papier de verre.
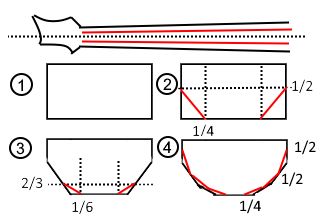
Profil du manche
Le manche aura un profil de modern C comme chez fender.A partir de la section carré (1) on procède à des rabotages successifs en 3 étapes (2 à 4 )décrites sur le schéma ci-contre, jusqu'à obtenir une section proche du résultat attendu.
A chaque étape, on trace sur la longueur du manche les deux traits qui délimitent l'excédent d'érable à retirer Pour obtenir la forme arrondie finale on utilise un racloir.
La finition se fera au papier de verre.
Il reste ensuite à racorder avec de belles courbes harmonieuses la volute sous le sillet et le talon qui raccorde le manche au corps.

Découpe du talon
La jonction manche corps est sculptée avec la gouge et des racloirs droits et courbes.L'objectif étant d'obtenir une liaison courbée et élégante entre le corps et le manche. '

Avant peinture
Après les différents usinages (cavités pour l'électronique, perçage des trous de passage des éléments de contrôle...), un ponçage avec un grain de 220, finalise la fabricationLa tranche de la touche sera vernie avec le reste du manche, il convient donc, avant vernissage, de protéger la touche avec un scotch de masquage pour éviter que le vernis ne coule sur la touche. '
Egrener avec du papier de 400 et de 600
Une couche de vernis
Le vernis utilisé est un polyuréthane bi composant séché aux infra rouges.
deux couches de vernis espacées de 2 heures
Le lendemain poncer avec un grain de 1000 et de l'eau. Une nouvelle couche de vernis
Avec de l'eau savonneuse et du papier de 1500 poncer finement jusqu'à ce que la surface soit mate.
Avec de la crème à lustrer et la lustreuse, supprimer les micro-rayures provenant du papier de verre jusqu'à obtenir un aspect miroir.
Le schéma
Le schéma électrique repose en partie sur la structure des schémas utilisés dans les guitares Alembic :- deux micros double bobinages qui peuvent fonctionner en simple ou double
- un filtre actif dont la fréquence de coupure varie de 350 à 6kHz.
Le gain du filtre peut être de +3dB ou de +6dB selon la position du bouton Push-Pull du potentiomètre. - un sélecteur permettant de faire fonctionner chaque micro séparément ou les deux en parallèle
- Correction du son via le filtre actif ;
- sans correction de tonalité ;
- Un réjecteur de fréquence basé sur une inductance et des condensateurs
permettant d'élminer des bandes de fréquences.
- 2,2kHz : Rock (Humbucker chevalet)
- 1kHz : West coast (simple chevalet)
- 700Hz : Jazz (Humbucker manche)
- 580Hz : Electro-acoustique (Humbucker manche)
- 400Hz : acoustique (simple manche)
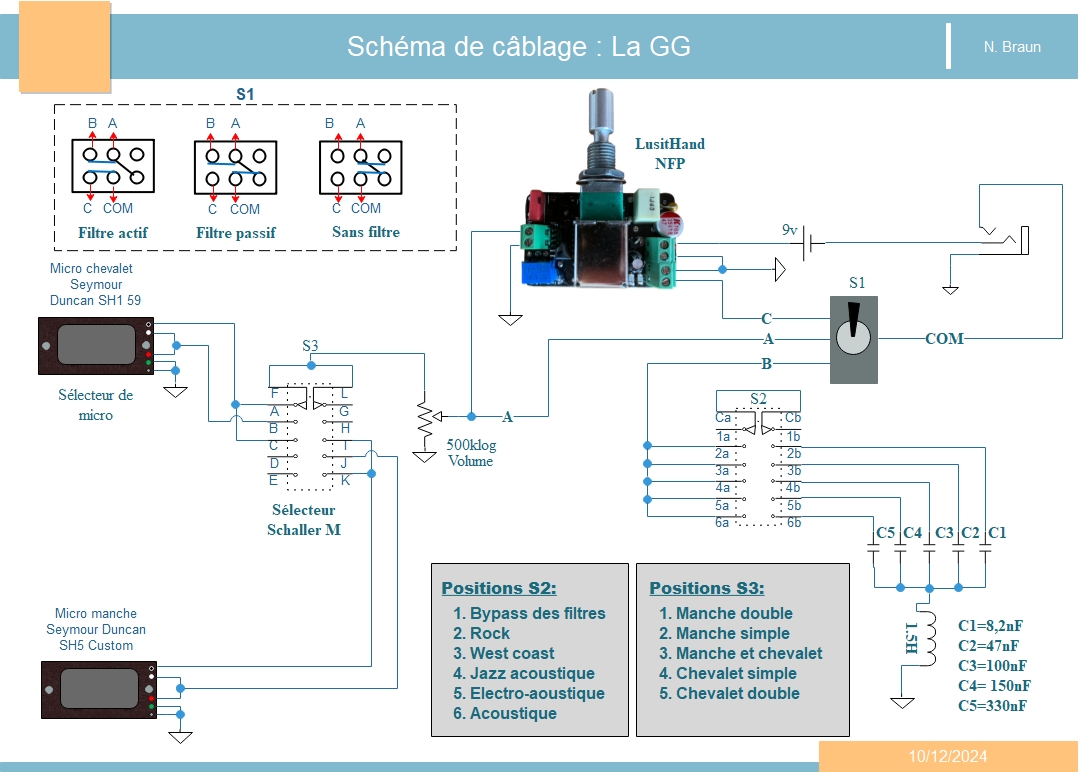
Schéma de cablage de la guitare
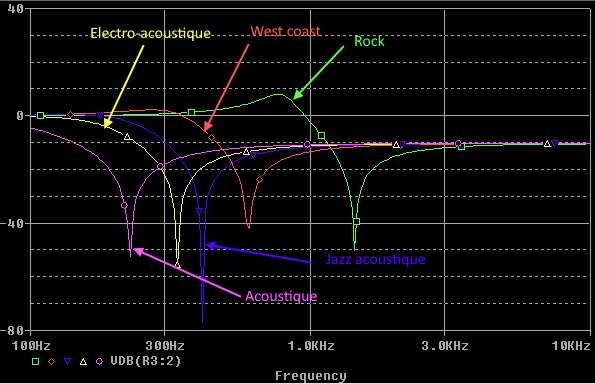
Réponse en fréquence du filtre pour les positions 2 à 6 du sélecteur pour le micro manche en double bobinage.
Les micros
Les micros se veulent complémentaires. A la fois puissants mais aussi doux ce qui derait permettre d'obtenir une variété de sons riches.
Les réponses pour les fréquences basses moyennes et hautes (Sources Seymour Duncan)
- SH1'59 au manche
- Résistance : 7,43kohm (double) - 3,7kohm (simple)
- Inductance : 4h (double) - 2H (simple)
- Résonance : 6,8kHz
- C'est l'un des meilleurs humbuckers de remplacement pour le PAF de Gibson. Dans la position du manche, le modèle '59 offre un son clair, chaud et légèrement creusé. Le son est précis, même avec beaucoup de distorsion.
- SH5-custom au chevalet
- Résistance : 14,4kohm (7,3koms B/W et 7,1kohms R/G)
- Résonance : 6kHz
- Il est le pendant du SH1'59, mais avec plus de puissance de sortie.